



ここ最近、エスロハイパーが給水配管の主流になりつつあり、施工する機会も増えてきました。
基本的な施工の流れというのはカタログなどにある「施工要領」に従えば良いのですが、いわゆる“教科書には載ってない”コツやNG行為というものが存在します。
今回はこれらを施工手順に沿ってお伝えしていきます。
エスロハイパーに関わる方は確認をお願いしますね。
「何をしたら怒られるのか分からない」「まず何を覚えるべきか不安」という新人さん向けに、
現場で役立つ確認リストをLINEで無料配布しています。
![]()
エスロハイパー施工の流れ

この記事では各手順に分けてポイントをまとめていきます。
その手順がこちら。
- パイプの切断
- カンナがけ
- パイプと継手の掃除
- 継手の挿入と固定
- 融着機の段取り
- 電極の装着とバーコード読み取り
- 融着
- マーキング・冷却・確認
融着の部分がボリュームが大きいので、いくつかの手順に分けています。
では1つずつ見ていきましょう。
パイプを真っ直ぐに切断する

エスロハイパーはポリ管ですので柔軟性があります。
切断に際しては、塩ビ管と同じような工具を使うことができますが、高熱には弱いので高速カッター(切断砥石)は避けてください。
ただし、「ディスクグラインダー+塩ビ管切断用の刃」にて切断をするケースはあります。
基本的には〜50Aまでなら塩ビカッターやパイプソー、それより太物ならバンドソーやディスクグラインダーが実用的でしょう。
ここでNGなのは、何を使って切断するかに関わらず「斜めに切れてしまう」こと。
管端が斜めに切断されたパイプを融着すると、パイプと継手の角度がズレる可能性が非常に高くなります。
そうなると、ぶん伸ばしのソケット部分で折れて見た目が悪くなったり、フランジなら面が合わせづらくなったりしてしまうわけです。
ちなみに、手工具で真っ直ぐバリなく切断するなら、くるくる回して切るパイプカッターを使うのも手ですよ。
継手の挿入部にカンナをかける

ドリルドライバーを使用して継手の挿入部にカンナをかけます。
※インパクトドライバーでも不可能ではありませんが、削りムラの原因になるのでやめた方が良いです。

カンナは口径ごとに異なるので、面倒ですが径が変わる場合は都度交換しなければなりません。
以下は小口径(50A以下)のカンナです。

では、カンナがけの注意点をまとめますね。
- パイプに対して均一に真っ直ぐ力を入れる
削りカスが1本につながるようなイメージ - カンナを抜く際にかけた部分を傷つけないよう注意
刃をパイプから浮かせるようにして抜くのがポイント - ドリルチャックやカンナの蝶ネジ部が緩んでいるとガタつきや削りムラの原因となる
ちょっと均一にならないと感じたらすぐ確認 - カンナをかけた部分には出来るだけ触らない(汚さない)
口径が大きくなるほど安定させるのが難しいので、大口径なら2人(ドリルを持つ人とパイプを押さえる人)でやっても良いくらいです。
アセトンによるパイプと継手の清掃

アセトンなどを使用してカンナがけしたパイプと継手を掃除します。
こちらもポイントをまとめておきますね。


掃除すること自体は“ただ拭く”だけですので、なんら難しいことはないのですが、どちらかというとその後に汚さないようにする方に気を使うでしょう。
なので、掃除をするのは出来るだけ継手を挿入する直前にしてくださいね。
継手の挿入と固定
パイプを継手に挿入し、必要に応じてクランプや継手に付随しているビスを締めて固定します。
教科書的には必ずクランプによる固定を推奨していますが、個人的にはあくまでも太物や抜けてしまいやすい箇所に限定して良いと思います。
なぜなら、クランプの付け外し自体に時間がかかりますし、付属(リース品)しているクランプは数が少なく複数箇所に取り付けできないからです。
それから、飲み込みのマーキングを必ず行いましょう。
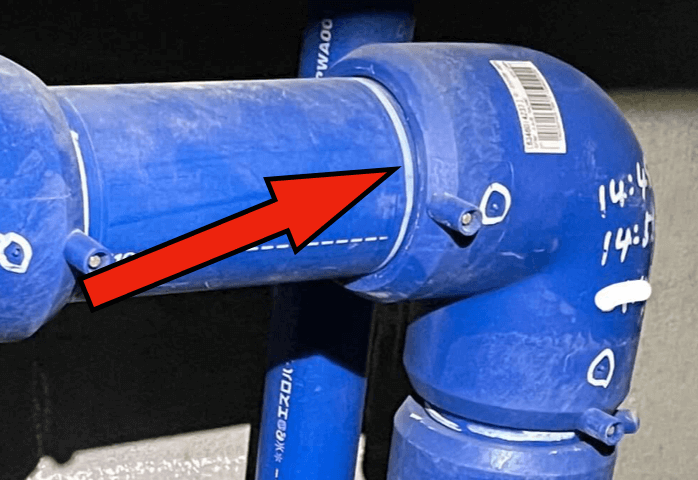
これは後から見た時に少し抜けていたとしても全く分からなくなってしまうのを防ぐためです。
この「掃除から継手の挿入」までの手順は、融着する前にある程度まとめて行い、配管を形にしてしまう方が効率的。
何せ融着中はその近辺に振動を与えられないですし、1回1回融着するよりは同じ作業をまとめてサクサクやってしまった方が早いからです。
融着機を段取る

融着機を段取る際に最も重要なのは「電源」です。
なぜなら、安定した電圧を確保できないと、融着エラーになりその継手が使えなくなってしまうから。
そうなると、ソケットで継手したり全体的に配管をやり直したりする必要が出てきてしまうのです。
なので、以下の2点を徹底してください。
- 安定している電源を“単独で”確保する
他の電動工具とタコ足配線するのはNG - スイッチをONにしたら電圧の表示を確認する
107〜108V付近で安定している
もし電圧が安定していないようなら、分電盤から直接電源を取ったり発電機を段取るなどしてください。
コレを怠ると、融着エラーが出て非常に面倒なことになるので、この点は徹底をお願いします。
電極の装着とバーコードの読み込み

安定している電源を確保できたら、継手に電極を装着しバーコードを読み込みます。
基本的には融着機の表示に従って操作すれば良いのですが、電極は2箇所確実に差し込んでください。
融着スタート後に抜けたらエラーになってしまいますので…

また、バーコードはレジのPOSシステムのようなもので読み取るのですが、なかなか反応しないことがあります。
その場合、距離を変えてみたり暗がりでヘッドライトをつけているなら逆に消してみたりすると、うまく読み取れますよ。

融着前の最終確認の画面では、これから融着しようとしている継手と表示が合っていることを確認しましょう。
融着
バーコードを読み取り、再度電極がしっかりと装着されていることを確認したら、いよいよ融着です。
融着中は絶対に電極が抜けないように、コード・継手・パイプに負荷をかけないように注意しましょう。
途中で電極が抜けたり電源が落ちたりすると、100%融着エラーとなりその継手は使えなくなります。
この点だけはくれぐれも肝に銘じてください。
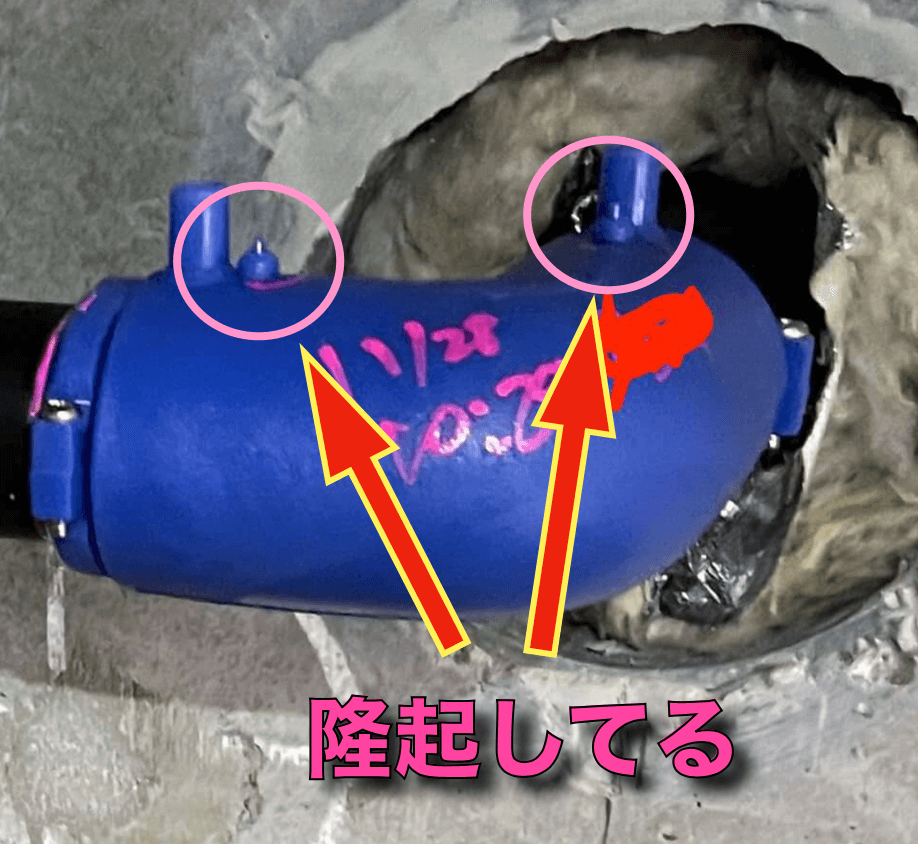
融着時間が経過し完了音が鳴ったら電極を外し、まずインジケーターが隆起していることと、飲み込みが抜けていないかを確認しましょう。
口径が大きくなるほど融着時間を要し、太物になると10分以上かかるケースもありますから、他の作業と絡めて効率よく作業できないかを考えておくと良いと思います。
冷却と時間などの記入

融着完了後は所定の冷却時間を要します。
冷却時間経過までは負荷をかけたりテストで圧をかけたりせずに、出来るだけそっとしておいてください。
冷却時間経過後に、インジケーター部分のチェック・日付・融着完了時間・冷却完了時間・施行者名を継手に記入します。
この辺りの記入内容はローカルルールがあるかもしれませんので、その都度確認した方が無難でしょう。

ラッカー系の目立つ色のペンで記入するのがポイントです。
これでエスロハイパーの融着は完了です。
今回のまとめノート

エスロハイパーは今後、給水配管の主流になるであろう管種(継手)です。
施工に携わることも多くなると思いますから、単純な施工の流れだけでなく、それぞれの手順におけるコツをしっかりと押さえてくださいね。
では、良い配管工ライフを!
新人のうちに押さえておきたい基本をまとめた確認リストを、LINEで無料配布しています。
現場で不安が多い方は受け取っておいてください。
![]()






コメントを残す